
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Cutting foam sheets... with a needle!
- Thread starter dkj4linux
- Start date
dkj4linux
Elite member
Thanks, Tommy. I wish you could, too. Adulting calls.... too late for me. I'm reverting to childhood... only harder-headed and more opinionated. ")
Finally got to the point I needed to clear the rails of the old carriage assembly. Here's the reason for using a two-part roller assembly... I can't take the old roller off without removing a rail


Rails cleared, new parts ready... also printed a couple of cutter bodies, straight and sideways (slightly more compact)...


Assembled needle cutter with slip-on flywheel and wooden stack preguides...

and mounted on new carriage...

Applied velcro to flat backs of guide rod keepers to mount ESC and servo tester... and connected and tensioned drive belts using
zip-ties


Ready to test...


Need to lube a few areas and...
-- David
Finally got to the point I needed to clear the rails of the old carriage assembly. Here's the reason for using a two-part roller assembly... I can't take the old roller off without removing a rail
Rails cleared, new parts ready... also printed a couple of cutter bodies, straight and sideways (slightly more compact)...
Assembled needle cutter with slip-on flywheel and wooden stack preguides...
and mounted on new carriage...
Applied velcro to flat backs of guide rod keepers to mount ESC and servo tester... and connected and tensioned drive belts using
zip-ties
Ready to test...
Need to lube a few areas and...
-- David
dkj4linux
Elite member
Thanks, Tommy. Here's the Onshape model, if interested...
https://cad.onshape.com/documents/d...267ca198b6b488e255/e/7b61b40ddfe528d6ce59eaf3

This carriage/Z-lift/needle-cutter is designed to fit on Mark's (moebeast) Foam Ripper...
https://www.thingiverse.com/thing:2520214
-- David
https://cad.onshape.com/documents/d...267ca198b6b488e255/e/7b61b40ddfe528d6ce59eaf3
This carriage/Z-lift/needle-cutter is designed to fit on Mark's (moebeast) Foam Ripper...
https://www.thingiverse.com/thing:2520214
-- David
Last edited:
dkj4linux
Elite member
Needle cutter preliminaries...
The simplest needle cutter system -- and the one I use exclusively -- is stand-alone. It uses nothing more than a ~1000kv brushless motor, connected to an ESC, which, in turn, connects to a 12-volt power brick, and the 3-wire servo lead connects to a servo tester.




This allows the servo tester's potentiometer to be the speed control. Using software to control the needle cutter system really isn't necessary, as once you've found the cutter rpm and feed rate that results in the best cuts for the material you are working with, you really have little reason to change any of the settings during operation.
The most important thing, initially, about the needle cutter is to set the cutter speed... 6000-8000 rpm is a good starting point. An inexpensive (~$15 USD), contact-less, tachometer is a tremendous help; i.e. I strongly recommend you get one. I'll almost guarantee that you'll be running far too high rpm's without it if you try to use the printed scale on the servo tester to judge how fast you are running. Though the printed scale is linear and works fairly well with servos, it can't be trusted to set in the cutter rpm's because ESC's are incredibly non-linear... at 12-volts, with a 1000kv motor, you'll get 10k - 12k rpm at full scale setting... but you'll pass 6000-8000 rpm in the bottom quarter/third of the scale.
Too high cutter rpm's will result in -- at best -- poor cuts... but it quite probably will result in broken/'flying needles first. It will also undoubtedly result in shorter cutter life as this simple needle cutter is, of necessity, an inherently "pretty sloppy" system and wear/tear/friction-heating can, and will, be problematic. So, shoot for 6000-8000 rpm and go from there... this typically results in decent cuts in DTFB with feed rates in the 600-1000 mm/min range.
So, consider yourself warned...
More to come...
-- David
The simplest needle cutter system -- and the one I use exclusively -- is stand-alone. It uses nothing more than a ~1000kv brushless motor, connected to an ESC, which, in turn, connects to a 12-volt power brick, and the 3-wire servo lead connects to a servo tester.
This allows the servo tester's potentiometer to be the speed control. Using software to control the needle cutter system really isn't necessary, as once you've found the cutter rpm and feed rate that results in the best cuts for the material you are working with, you really have little reason to change any of the settings during operation.
The most important thing, initially, about the needle cutter is to set the cutter speed... 6000-8000 rpm is a good starting point. An inexpensive (~$15 USD), contact-less, tachometer is a tremendous help; i.e. I strongly recommend you get one. I'll almost guarantee that you'll be running far too high rpm's without it if you try to use the printed scale on the servo tester to judge how fast you are running. Though the printed scale is linear and works fairly well with servos, it can't be trusted to set in the cutter rpm's because ESC's are incredibly non-linear... at 12-volts, with a 1000kv motor, you'll get 10k - 12k rpm at full scale setting... but you'll pass 6000-8000 rpm in the bottom quarter/third of the scale.
Too high cutter rpm's will result in -- at best -- poor cuts... but it quite probably will result in broken/'flying needles first. It will also undoubtedly result in shorter cutter life as this simple needle cutter is, of necessity, an inherently "pretty sloppy" system and wear/tear/friction-heating can, and will, be problematic. So, shoot for 6000-8000 rpm and go from there... this typically results in decent cuts in DTFB with feed rates in the 600-1000 mm/min range.
So, consider yourself warned...
More to come...
-- David
Last edited:
CMS_1961
CMS_1961
David,
The new system looks really good!! Great Engineering!!
You inspired me many months ago to build my own MPCNC with a version of your needle cutter attachment. Its been up and running with no issues for several months now. I am running my MPCNC with mirco-steppers and a BOB with Mach3.
I really like this new design of yours, but I have been also using my MPCNC on wood projects as well (with a router). I am sure this new design could be adapted for wood projects. I wish this was around before I built my MPCNC 'cause I would have built this one. I am running out of room in my garage or I would give this new one a try!!
Keep on doing this stuff, it's awesome!
Chalie
MPCNC pic is from when I was building the MPCNC., Needle cutter attachment and one of my cuts.



The new system looks really good!! Great Engineering!!
You inspired me many months ago to build my own MPCNC with a version of your needle cutter attachment. Its been up and running with no issues for several months now. I am running my MPCNC with mirco-steppers and a BOB with Mach3.
I really like this new design of yours, but I have been also using my MPCNC on wood projects as well (with a router). I am sure this new design could be adapted for wood projects. I wish this was around before I built my MPCNC 'cause I would have built this one. I am running out of room in my garage or I would give this new one a try!!
Keep on doing this stuff, it's awesome!
Chalie
MPCNC pic is from when I was building the MPCNC., Needle cutter attachment and one of my cuts.



dkj4linux
Elite member
David,
The new system looks really good!! Great Engineering!!
You inspired me many months ago to build my own MPCNC with a version of your needle cutter attachment. Its been up and running with no issues for several months now. I am running my MPCNC with mirco-steppers and a BOB with Mach3.
I really like this new design of yours, but I have been also using my MPCNC on wood projects as well (with a router). I am sure this new design could be adapted for wood projects. I wish this was around before I built my MPCNC 'cause I would have built this one. I am running out of room in my garage or I would give this new one a try!!
Keep on doing this stuff, it's awesome!
Chalie
MPCNC pic is from when I was building the MPCNC., Needle cutter attachment and one of my cuts.
View attachment 127899 View attachment 127900 View attachment 127901
Thank you, Chalie, for the kind words and encouragement. I struggle sometimes with self-doubt and wonder if I'm not just being vain in posting my lengthy tomes to this thread... and feel it would probably just die if I didn't. There are a few regulars who post here and they truly are the ones who keep me going... but I do still wonder sometimes if this has become more just a "personal diary" or "engineering notebook" and I'm really the only one who benefits. So thank you for speaking up and sharing how it has helped you. That means a lot to me.
And I'm so thrilled to hear that your MPCNC and needle cutter is working for you so nicely. It's also interesting that you are using Mach3... are you using the parallel port with the BOB? It's been great fun getting back into LinuxCNC/EMC2 (where I actually started my CNC journey) and figuring out how to interface all these neat CNC machines through the parallel port. I don't know for sure but I think the "Inexpensive LinuxCNC interface for MPCNC" circuitry I recently developed would work for Mach3 (using parallel port) as well.
Anyway, thanks again for sharing.
-- David
dkj4linux
Elite member
More needle cutter considerations...
An optional -- but recommended -- step is the addition of a cotton-wad oiler/stabilizer to help with cutting down on friction-heating in the needle and guide.
Since I printed the cutter body and use wooden guide blocks above and below the plastic platform, I have a ready-made space to add in the oiler. It's easier to put the needle and guides in place before packing in the cotton...

Start filling in the area around the needle with little twists of cotton, until the cavity is full...

Then add drops of sewing machine oil... here some 50+ year-old stuff inherited from parents/grandparents...


And, finally, button it all up and it should be ready to go...

Periodically -- every few sheets of foam? -- apply a couple of drops of oil to the needle shaft, above the guides, and let gravity and capillary action pull the oil into the cotton below. It doesn't take all that much and you certainly want to stop short of over-filling and allowing the oil to migrate all the way down the needle to stain the foam.
Moving forward slowly... a couple of errands to run. Later...
-- David
An optional -- but recommended -- step is the addition of a cotton-wad oiler/stabilizer to help with cutting down on friction-heating in the needle and guide.
Since I printed the cutter body and use wooden guide blocks above and below the plastic platform, I have a ready-made space to add in the oiler. It's easier to put the needle and guides in place before packing in the cotton...
Start filling in the area around the needle with little twists of cotton, until the cavity is full...
Then add drops of sewing machine oil... here some 50+ year-old stuff inherited from parents/grandparents...
And, finally, button it all up and it should be ready to go...
Periodically -- every few sheets of foam? -- apply a couple of drops of oil to the needle shaft, above the guides, and let gravity and capillary action pull the oil into the cotton below. It doesn't take all that much and you certainly want to stop short of over-filling and allowing the oil to migrate all the way down the needle to stain the foam.
Moving forward slowly... a couple of errands to run. Later...
-- David
dkj4linux
Elite member
David,
What are you using to attaching the needle to the flywheel? Is it better than the grooved bearing?
Drew
Drew,
I'm now working on and testing a slip-on flywheel... sized for the bell of the Emax CF2822 motor I've been using all along. It is a fairly tight slip fit over the motor bell and encloses a press-fitted 8mmx4mmx3mm bearing in one of three cavities in the face of the flywheel.



The eccentric bearing has an M3 machine screw through it, captured by a regular nut, the loops of the needle, and a Nyloc nut to keep it in place. Directly across the face is a captive nut and a M3 machine screw and an assortment of nuts/washers that serve as counter-weights to bring the whole thing into reasonable balance.
The motor's shaft is trimmed to length so it doesn't interfere with the rotation of the needle and the flywheel is slipped fully over the bell... making sure the needle attachment is directly above the main needle guide...


This approach is probably "iffy" for some users because it requires the use of a pretty "dialed in" 3d printer and the flywheel needs to be sized to a specific motor. I use Onshape to do the CAD and tend to work in "tenths" (of a millimeter), and occasionally "hundredths", to get the press-fits for various components. But this flywheel is very quick to print and results in a shorter overall cantilever length, motor mount to needle plane, and allows for a more compact needle cutter. The Onshape model is public and can be accessed here, if you are interested.
If you are making your own flywheel and can completely enclose the eccentric bearing... do it. Then needle connection to a threaded free-wheeling post is considerably easier than attaching to the smooth/grooved outer race of the bearing (though there are many, many cutters out there today using this very approach).
-- David
Last edited:
I posted this in another thread but I figure Ill post it here for archive purposes -
I've connected it to my ramps board. I ran a few extra cables to the servo pins, and extra wires to the heated bed power output. I use these to power either the laser, or the esc, and use the servo pins to power the esc and the laser controller. I power on and set the motor speed via gcode. You have to go into the firmware and enable the servo controls.
I have D6 as my laser signal, D11 as my esc signal and have a ground wire I run to both d6 and d11 grounds, and share depending on which mod I'm using. For the power wires, I had to actually run a relay, as turning off the heated bed just shuts off the ground, and the ground from the speed control pin completes the circuit, so I connect the ground direct to the ground pin on the heated bed power out, and run the positive through a relay, which I control with pin d4.
To power my esc-
M280 P0 S0 - Set the esc to 0
M106 P0 255 - Enable the ground pin on the heated bed
M42 P4 S255 - Enable the relay to provide power to the esc
M280 P0 S60 - Set the esc (60 for me gets me around 7000rpm which works well for me)
To use my laser, which is 0-5v instead of pwm, do the same except use
M42 P6 S255 - Full power to the laser
I have a XT60 connector that powers either the laser or the esc, and two 3 pin servo connectors, with opposite pins connected so that only the specific tool with the correct end fits, either the laser signal or the esc signal.
I've connected it to my ramps board. I ran a few extra cables to the servo pins, and extra wires to the heated bed power output. I use these to power either the laser, or the esc, and use the servo pins to power the esc and the laser controller. I power on and set the motor speed via gcode. You have to go into the firmware and enable the servo controls.
I have D6 as my laser signal, D11 as my esc signal and have a ground wire I run to both d6 and d11 grounds, and share depending on which mod I'm using. For the power wires, I had to actually run a relay, as turning off the heated bed just shuts off the ground, and the ground from the speed control pin completes the circuit, so I connect the ground direct to the ground pin on the heated bed power out, and run the positive through a relay, which I control with pin d4.
To power my esc-
M280 P0 S0 - Set the esc to 0
M106 P0 255 - Enable the ground pin on the heated bed
M42 P4 S255 - Enable the relay to provide power to the esc
M280 P0 S60 - Set the esc (60 for me gets me around 7000rpm which works well for me)
To use my laser, which is 0-5v instead of pwm, do the same except use
M42 P6 S255 - Full power to the laser
I have a XT60 connector that powers either the laser or the esc, and two 3 pin servo connectors, with opposite pins connected so that only the specific tool with the correct end fits, either the laser signal or the esc signal.
Attachments

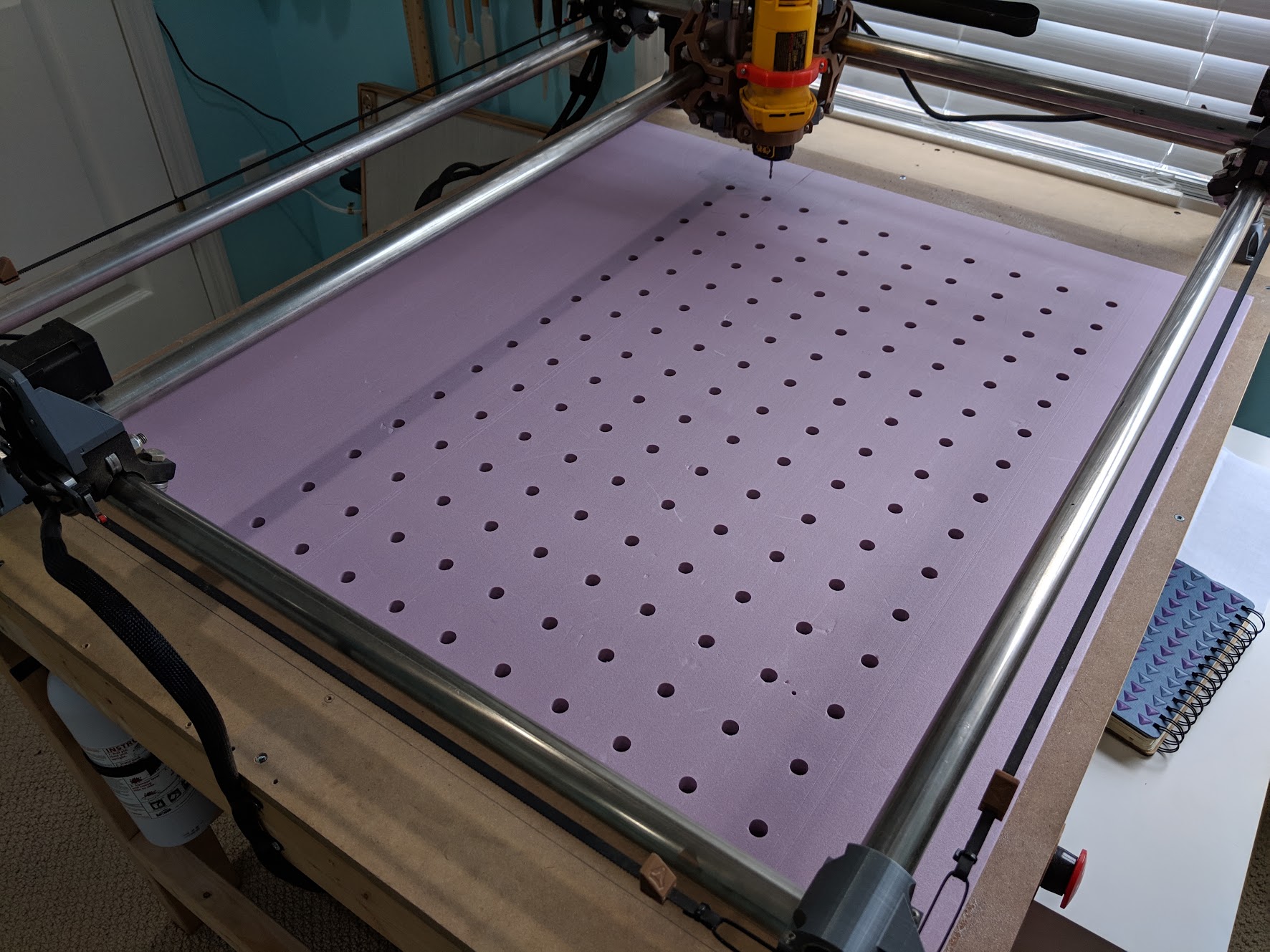
Also an update on my cutter attachment, and my hold down table adventures.
Finished the hold down table by first peeling off the plastic on this pink foam from home depot, and gluing it down to my table, then using the cnc to cut out 150 holes at the intersections. I just connect the vacuum to the port on the bottom, and have this switch to control the vacuum power and speed.
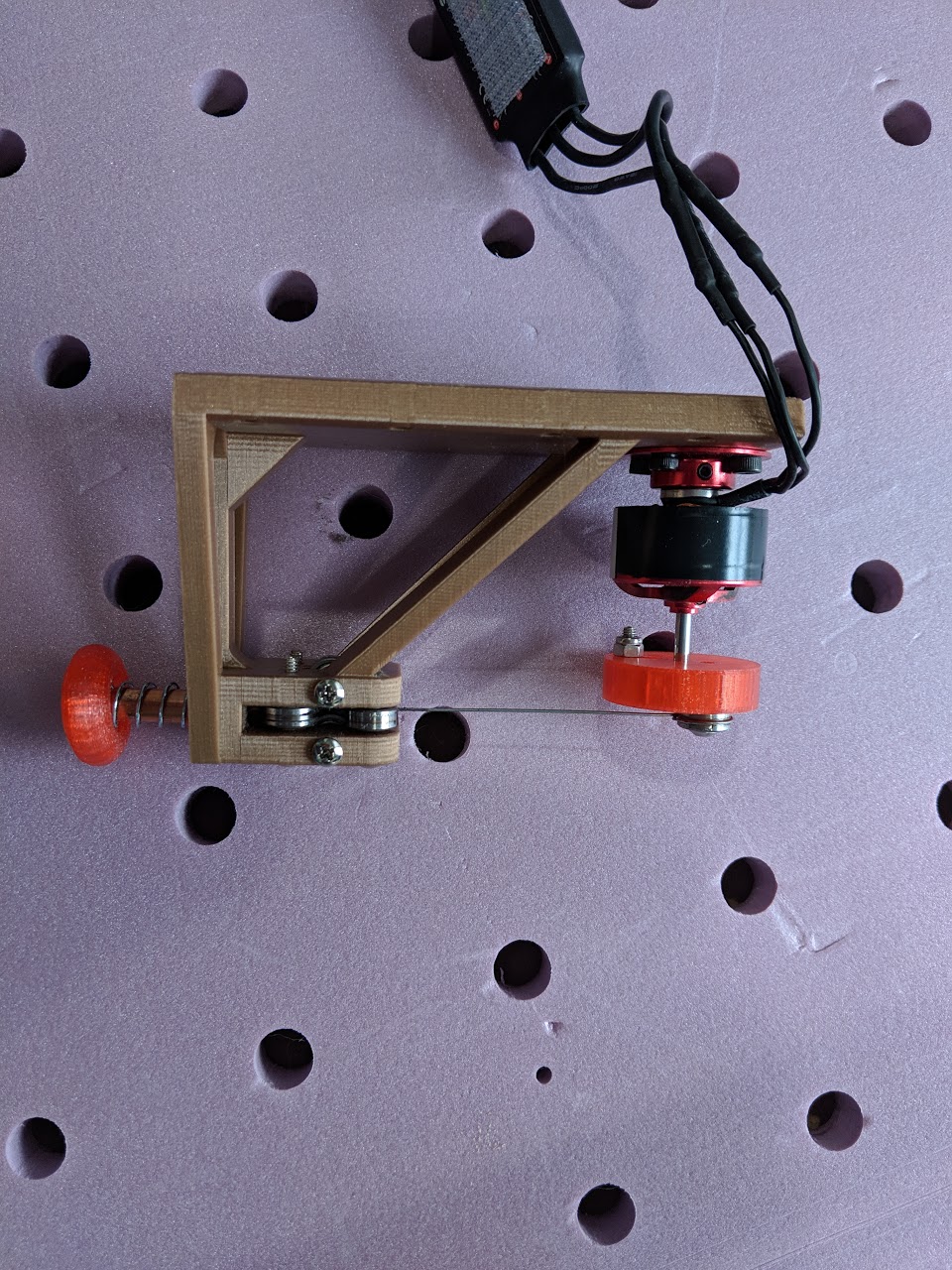
Needle cutter uses the hold down foot, and a fly wheel that I balance with a single steel bolt that I slide in and out in the cutout until it stops vibrating, then tighten it down.
Finished the hold down table by first peeling off the plastic on this pink foam from home depot, and gluing it down to my table, then using the cnc to cut out 150 holes at the intersections. I just connect the vacuum to the port on the bottom, and have this switch to control the vacuum power and speed.
Needle cutter uses the hold down foot, and a fly wheel that I balance with a single steel bolt that I slide in and out in the cutout until it stops vibrating, then tighten it down.
Attachments



I posted this in another thread but I figure Ill post it here for archive purposes -
I've connected it to my ramps board. I ran a few extra cables to the servo pins, and extra wires to the heated bed power output. I use these to power either the laser, or the esc, and use the servo pins to power the esc and the laser controller. I power on and set the motor speed via gcode. You have to go into the firmware and enable the servo controls.
I have D6 as my laser signal, D11 as my esc signal and have a ground wire I run to both d6 and d11 grounds, and share depending on which mod I'm using. For the power wires, I had to actually run a relay, as turning off the heated bed just shuts off the ground, and the ground from the speed control pin completes the circuit, so I connect the ground direct to the ground pin on the heated bed power out, and run the positive through a relay, which I control with pin d4.
To power my esc-
M280 P0 S0 - Set the esc to 0
M106 P0 255 - Enable the ground pin on the heated bed
M42 P4 S255 - Enable the relay to provide power to the esc
M280 P0 S60 - Set the esc (60 for me gets me around 7000rpm which works well for me)
To use my laser, which is 0-5v instead of pwm, do the same except use
M42 P6 S255 - Full power to the laser
I have a XT60 connector that powers either the laser or the esc, and two 3 pin servo connectors, with opposite pins connected so that only the specific tool with the correct end fits, either the laser signal or the esc signal.
Which ESC are you using? I've tried almost the exact same commands and while I can get my ESC to beep (sometimes) it never successfully completes the initialization sequence to turn on.
I've been keeping a servo tester hooked up to the ESC and manually turn the motor on and off with that, which sucks whenever I'm not paying close enough attention and it parks the head with the needle still running, and then augers itself into the table.
Thanks!
Emax 30a. You will basically need to calibrate it the same way you would a plane, set it to 100 or so (That worked for me), power the esc, then set it to 0.
Hmm... thinking about it I didn't try doing the calibration through the RAMPS board - just with the servo tester. Maybe that will help!
Thanks!
dkj4linux
Elite member
Thanks, Verris, for sharing your hold-down table and needle cutter. Looks good!
In conjunction with the carriage and needle cutter development, I've also been revisiting/resurrecting my vacuum pad scheme... using a router speed controller to control the shop-vac and reduce the noise substantially. Here are my first cuts made using the new Y-carriage/Z-axis/needle cutter assembly... and with shop-vac running at minimum setting on the speed control.


The vacuum pad consists of three sheets of DTFB... two slotted sheets (glued together) with a loose "holes" sheet that serves as the replaceable spoilboard. The 3-layer stack sits on the work surface, with nothing between, and the vacuum pad not only pulls down the foam workpiece but also pulls itself down against the work surface... even with the shop-vac running at minimum setting on the router speed control.


Placing a clean sheet of foam on the stack and jogging X and Y to a suitable home position, I turn on the vacuum, and start the cutter... setting in about 8000 rpm. With the cutter running, I lower Z until the needle just starts to "tickle" the surface of the workpiece... it's very obvious from the change in sound when the needle touches the work surface. Set this in as Z-home and start the job...

The bottom side shows the depth of cut wasn't quite deep enough here... another millimeter would do it. I had to strip the paper off the backside to pop these parts out but, with that done, every piece came out easily and cleanly...





Turned the sheet to find a blank area on the other end... cut the obligatory crown (of MPCNC fame) at a slightly deeper DOC. The crown is actually lightly stuck to the spoilboard underneath and stayed in place when I lifted the sheet of foam... possibly the cutter rpm and/or depth of cut could be slightly reduced. These particular cuts were achieved with the cutter running approximately 8000 rpm (unloaded) and a feed rate of 610 mm/minute...

Gently working the piece loose... everything loosened, with paper intact....

Top and bottom sides...



Without doubt, the cut is improved with the vacuum pad holding the work piece flat and secure. And, with the router speed control set to minimum, the shop vac supplied plenty of vacuum to hold everything in place... with substantially less noise than when plugged into wall power. I was pleasantly surprised... these are on par with some of the nicest cuts I've ever attained with DTFB, paper on. Note the foam is cut very cleanly and only the paper shows any "fuzziness""... un-papered foams should cut very cleanly.
Time to turn in... it's been a good day.
-- David
In conjunction with the carriage and needle cutter development, I've also been revisiting/resurrecting my vacuum pad scheme... using a router speed controller to control the shop-vac and reduce the noise substantially. Here are my first cuts made using the new Y-carriage/Z-axis/needle cutter assembly... and with shop-vac running at minimum setting on the speed control.
The vacuum pad consists of three sheets of DTFB... two slotted sheets (glued together) with a loose "holes" sheet that serves as the replaceable spoilboard. The 3-layer stack sits on the work surface, with nothing between, and the vacuum pad not only pulls down the foam workpiece but also pulls itself down against the work surface... even with the shop-vac running at minimum setting on the router speed control.
Placing a clean sheet of foam on the stack and jogging X and Y to a suitable home position, I turn on the vacuum, and start the cutter... setting in about 8000 rpm. With the cutter running, I lower Z until the needle just starts to "tickle" the surface of the workpiece... it's very obvious from the change in sound when the needle touches the work surface. Set this in as Z-home and start the job...
The bottom side shows the depth of cut wasn't quite deep enough here... another millimeter would do it. I had to strip the paper off the backside to pop these parts out but, with that done, every piece came out easily and cleanly...
Turned the sheet to find a blank area on the other end... cut the obligatory crown (of MPCNC fame) at a slightly deeper DOC. The crown is actually lightly stuck to the spoilboard underneath and stayed in place when I lifted the sheet of foam... possibly the cutter rpm and/or depth of cut could be slightly reduced. These particular cuts were achieved with the cutter running approximately 8000 rpm (unloaded) and a feed rate of 610 mm/minute...
Gently working the piece loose... everything loosened, with paper intact....
Top and bottom sides...
Without doubt, the cut is improved with the vacuum pad holding the work piece flat and secure. And, with the router speed control set to minimum, the shop vac supplied plenty of vacuum to hold everything in place... with substantially less noise than when plugged into wall power. I was pleasantly surprised... these are on par with some of the nicest cuts I've ever attained with DTFB, paper on. Note the foam is cut very cleanly and only the paper shows any "fuzziness""... un-papered foams should cut very cleanly.
Time to turn in... it's been a good day.
-- David
Last edited:
dkj4linux
Elite member
FoamRipper job setup...
Please turn down the sound... not all the way, however. Also, please ignore the old man in the background... he's a ne'er-do-well I occasionally feed and he supposedly sweeps behind my machines every year or two. There's also a cameo appearance by hairy gorilla, who thinks he's doing something useful by running his hand (and goobers) over the surface of my foam... idiot!
Actually, this all goes much quicker than shown in the video. The procedure is to position the vac stack on the work table, turn on the vacuum, jog X and Y into position and set home, turn on the needle cutter and set speed, lower cutter until it just touches work surface, and set Z home. Double-check everything and start the job. This really doesn't take more than a minute or so.
Here, for demonstration purposes, I turn on the shop-vac at full speed... and then switch to variable speed, running up to full-speed and back to minimum, to demonstrate the contrast in the noise level. You can see the foam stack compress when vacuum is first applied and the work piece is held securely enough for cutting, even at minimum vacuum setting.
The needle cutter is then powered up (you should hear it boot, just like when on an airplane) and, here, I'm using a non-contact tachometer to set the cutter speed to about 8000 rpm (unloaded)... it will drop a few hundred rpms, once cutting is started. This doesn't really need to be done every time... mark (or note) where on the servo tester dial this setting is and then simply go straight to it on future runs. The cutter speed doesn't need to be exact... this is close enough. Spot-check it occasionally if something doesn't seem right.
Jog X and Y into the desired position and then home X and Y. Then lower the cutter, still running, until it touches the foam surface. You can easily hear when the needle touches... now, home Z.
Double-check everything and start the job. Nothing to it...
-- David
Please turn down the sound... not all the way, however. Also, please ignore the old man in the background... he's a ne'er-do-well I occasionally feed and he supposedly sweeps behind my machines every year or two. There's also a cameo appearance by hairy gorilla, who thinks he's doing something useful by running his hand (and goobers) over the surface of my foam... idiot!
Actually, this all goes much quicker than shown in the video. The procedure is to position the vac stack on the work table, turn on the vacuum, jog X and Y into position and set home, turn on the needle cutter and set speed, lower cutter until it just touches work surface, and set Z home. Double-check everything and start the job. This really doesn't take more than a minute or so.
Here, for demonstration purposes, I turn on the shop-vac at full speed... and then switch to variable speed, running up to full-speed and back to minimum, to demonstrate the contrast in the noise level. You can see the foam stack compress when vacuum is first applied and the work piece is held securely enough for cutting, even at minimum vacuum setting.
The needle cutter is then powered up (you should hear it boot, just like when on an airplane) and, here, I'm using a non-contact tachometer to set the cutter speed to about 8000 rpm (unloaded)... it will drop a few hundred rpms, once cutting is started. This doesn't really need to be done every time... mark (or note) where on the servo tester dial this setting is and then simply go straight to it on future runs. The cutter speed doesn't need to be exact... this is close enough. Spot-check it occasionally if something doesn't seem right.
Jog X and Y into the desired position and then home X and Y. Then lower the cutter, still running, until it touches the foam surface. You can easily hear when the needle touches... now, home Z.
Double-check everything and start the job. Nothing to it...
-- David
Wildthing
Legendary member
FoamRipper job setup...
Please turn down the sound... not all the way, however. Also, please ignore the old man in the background... he's a ne'er-do-well I occasionally feed and he supposedly sweeps behind my machines every year or two. There's also a cameo appearance by hairy gorilla, who thinks he's doing something useful by running his hand (and goobers) over the surface of my foam... idiot!
Actually, this all goes much quicker than shown in the video. The procedure is to position the vac stack on the work table, turn on the vacuum, jog X and Y into position and set home, turn on the needle cutter and set speed, lower cutter until it just touches work surface, and set Z home. Double-check everything and start the job. This really doesn't take more than a minute or so.
Here, for demonstration purposes, I turn on the shop-vac at full speed... and then switch to variable speed, running up to full-speed and back to minimum, to demonstrate the contrast in the noise level. You can see the foam stack compress when vacuum is first applied and the work piece is held securely enough for cutting, even at minimum vacuum setting.
The needle cutter is then powered up (you should hear it boot, just like when on an airplane) and, here, I'm using a non-contact tachometer to set the cutter speed to about 8000 rpm (unloaded)... it will drop a few hundred rpms, once cutting is started. This doesn't really need to be done every time... mark (or note) where on the servo tester dial this setting is and then simply go straight to it on future runs. The cutter speed doesn't need to be exact... this is close enough. Spot-check it occasionally if something doesn't seem right.
Jog X and Y into the desired position and then home X and Y. Then lower the cutter, still running, until it touches the foam surface. You can easily hear when the needle touches... now, home Z.
Double-check everything and start the job. Nothing to it...
-- David
Very slick, your work always amazes me
Last night I tied my first experiments with my new vac table, and using a 1/32" 1/4" cut depth bit on the dewalt spindle. I'm slowly working up on speed, and currently have it set to match the speed of my needle cutter, though right now doing two max 3mm cut passes per part. I'm pretty confidant I can get it to do them in a single pass, at or faster than my needle cutter ran previously.
Surprisingly there is very little dust, and the edges are even smoother than the needle cutter, much less paper fraying than I expected. I'm doing full passes at 5.5mm and scores at 2.5mm which pop open with a nice snap. Markings at 0.3mm. I broke one bit so far, but that was me adjusting the starting z, but forgetting to reset the z origin and it moved down into the foam, and shot to move to the first cut before I had even turned on the spindle.
I'll be cutting a full set of plans with it soon and take some pictures of the results.
The one thing I would like is if I could get it to cut all of the parts in two passes, but do the first pass over all parts, then do the second pass as the last step, instead of doing both passes per part. It'd take longer, but I could run the vac at lower power. Currently at low power, once enough cuts are done that happen to line up with the holes in the table, I start to lose suction in that area.
Surprisingly there is very little dust, and the edges are even smoother than the needle cutter, much less paper fraying than I expected. I'm doing full passes at 5.5mm and scores at 2.5mm which pop open with a nice snap. Markings at 0.3mm. I broke one bit so far, but that was me adjusting the starting z, but forgetting to reset the z origin and it moved down into the foam, and shot to move to the first cut before I had even turned on the spindle.
I'll be cutting a full set of plans with it soon and take some pictures of the results.
The one thing I would like is if I could get it to cut all of the parts in two passes, but do the first pass over all parts, then do the second pass as the last step, instead of doing both passes per part. It'd take longer, but I could run the vac at lower power. Currently at low power, once enough cuts are done that happen to line up with the holes in the table, I start to lose suction in that area.
Cut my first full sheet. Going 40% faster then my needle cutter could move, and now doing everything in one pass. Nicest cuts and corners I've ever seen.
Attachments





Similar threads
- Replies
- 5
- Views
- 1K
- Replies
- 8
- Views
- 1K
- Replies
- 6
- Views
- 2K
- Replies
- 5
- Views
- 2K