
Turbojoe
Elite member
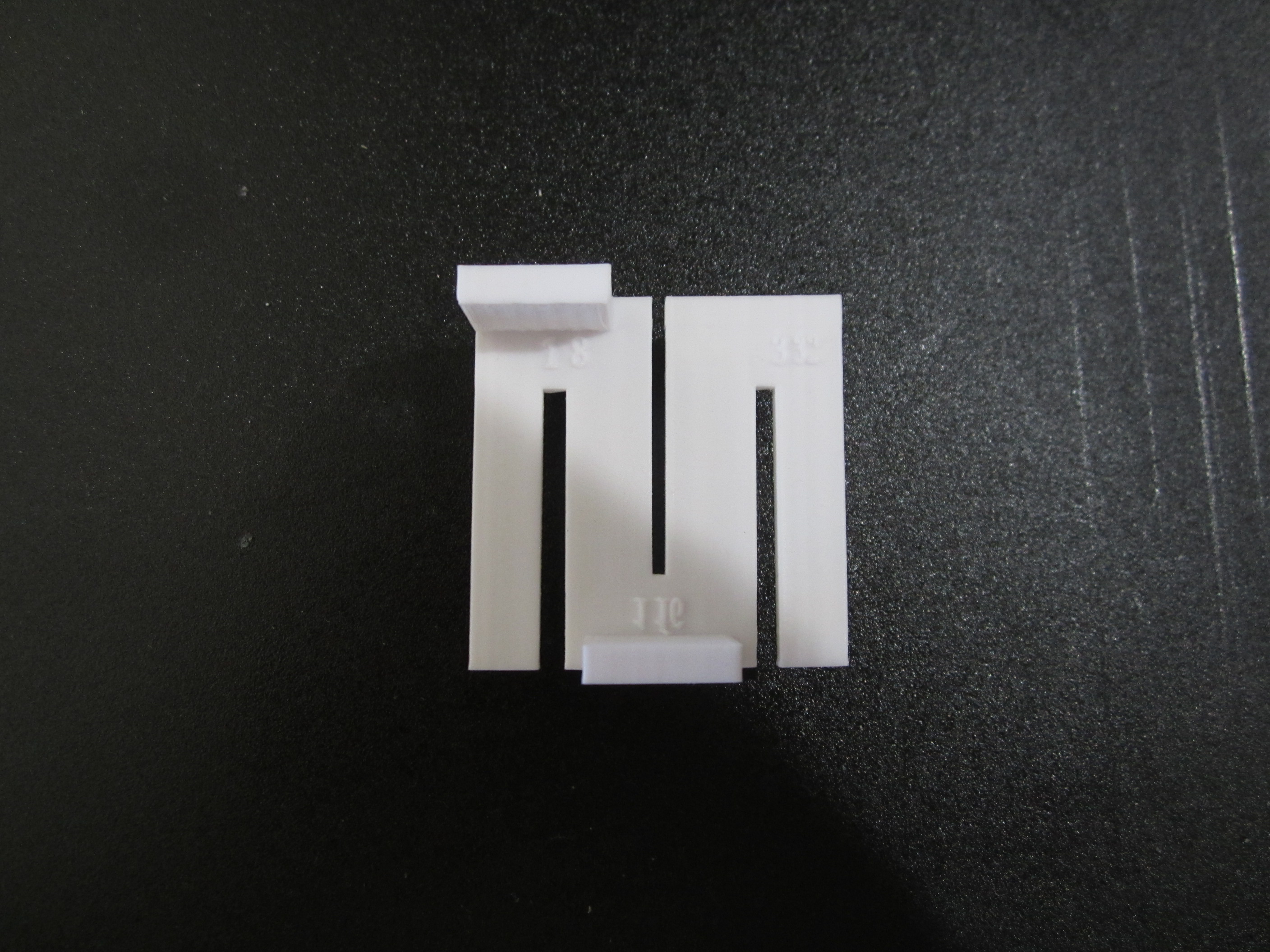
So I've been playing around with Tinkercad for a few minutes at a time for a while now. Things are "clicking" to the point that I designed and printed two items. The first is a replacement for the flimsy and loose fitting House of Balsa upright for setting ribs at 90 degrees. For the most part my tool came out right except for skewing of the holes for the neodymium magnets. I set the magnet hole diameter to .236 and the finished product came out at .217-.230 as measured at loose and tight areas of the hole. Text for slot sizes came out just OK but the slashes didn't print. No big deal on that but the magnet holes baffle me as to what I did wrong. Surprising is that the rib slots came out perfect! Any suggestions?
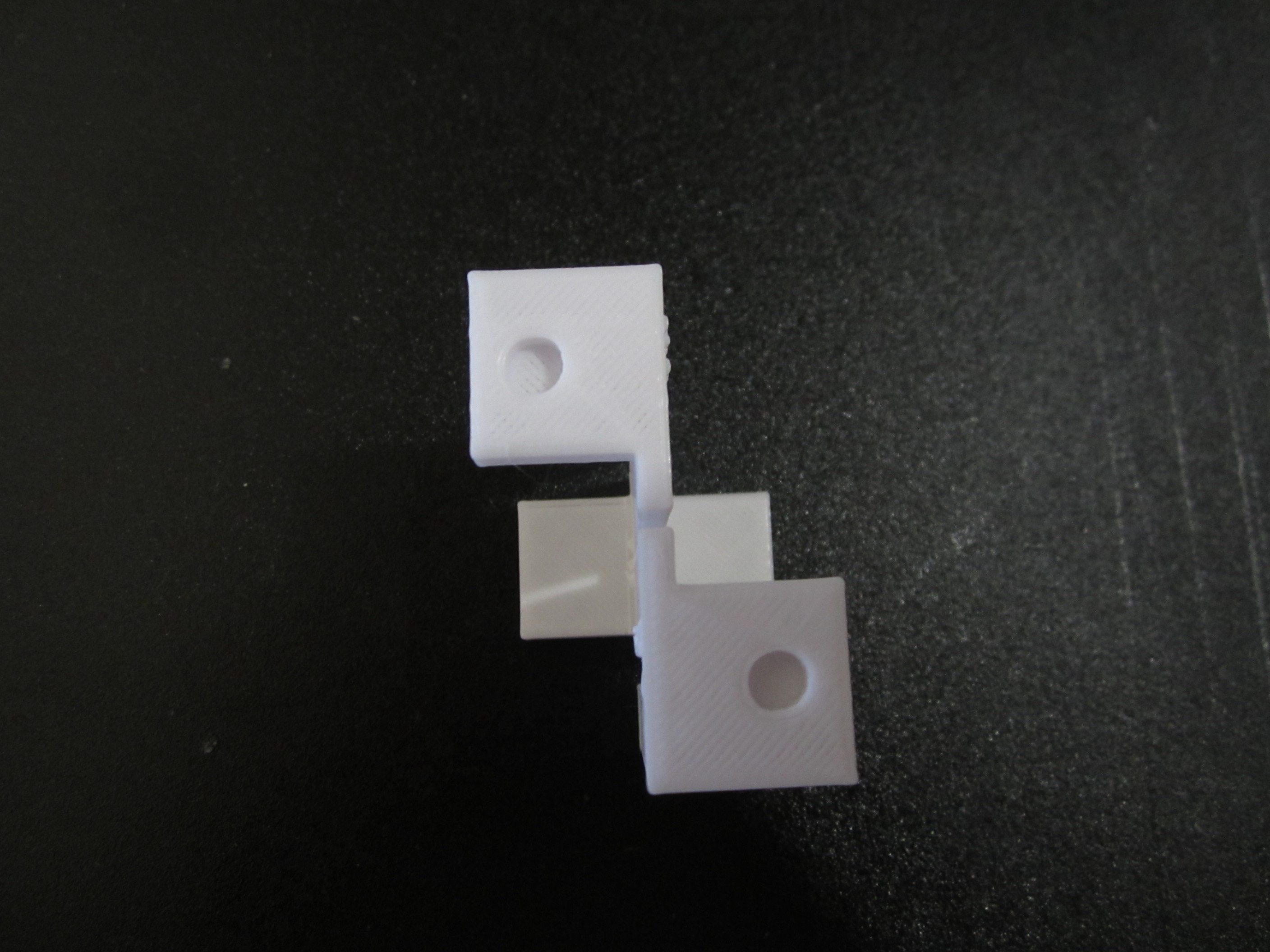
I also had the same magnet hole problem on the fixture adapter I made to use with my Eldon J. Lind magnet building system. Everything about the part is fine except the magnet hole. Skewed just like on the upright. Again, I'm lost as to what I did wrong.
I've got a ton of other things I want to design and print but not until I get this hole skewing problem whipped.
Thanks for ANY help guys.
Joe
I also had the same magnet hole problem on the fixture adapter I made to use with my Eldon J. Lind magnet building system. Everything about the part is fine except the magnet hole. Skewed just like on the upright. Again, I'm lost as to what I did wrong.
I've got a ton of other things I want to design and print but not until I get this hole skewing problem whipped.
Thanks for ANY help guys.
Joe






")